 公司简介
公司简介 企业文化
企业文化 荣誉资质
荣誉资质 企业装备
企业装备 重型卧式车床系列
重型卧式车床系列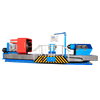 轧辊车床系列
轧辊车床系列 大型卧式车床系列
大型卧式车床系列 数控端面车床系列
数控端面车床系列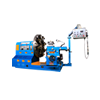 大型落地车床系列
大型落地车床系列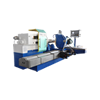 车铣磨组合机床系列
车铣磨组合机床系列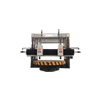 立式车床系列
立式车床系列 龙门铣床系列
龙门铣床系列 公司新闻
公司新闻 行业动态
行业动态 常见问题
常见问题

 欧洲
欧洲 南美洲
南美洲 北美洲
北美洲 中东
中东 东南亚
东南亚 东亚
东亚数控车床的零件安装方法与普通车床一样,要尽量选用已有的通用夹具装夹,且应注意减少装夹次数,尽量做到在一次装夹中能把零件上所有要加工表面都加工出来。零件定位基准应尽量与设计基准重合,以减少定位误差对尺寸精度的影响。
在机械加工过程中为确保加工精度,在数控车床上加工零件时,必须先使工件在机床上占据一个正确的位置,即定位,然后将其夹紧。这种定位与夹紧的过程称为工件的装夹。用于装夹工件的工艺装备就是机床夹具。
工件在空问具有六个自由度,即沿x、y、z三个直角坐标轴方向的移动自由度和绕这三个坐标轴的转动自由度因此,要完全确定工件的位置,就必须消除这六个自由度,通常用六个支承点(即定位元件)来限制关键的六个自由度,其中每一个支承点限制相应的一个自由度,在如y平面上,不在同一直线上的三个支承点限制了工件的王、于三个自由度,这个平面称为主基准面;在平面上沿长度方向布置的两个支承点限制了工件的拿两个自由度,这个平面称为导向平面;卷板机工件在xoz乎面上,被一个支承点限制了,一个自由度,这个平面称为止动平面。
我们要注意在数控车床装夹工件前,工作人员必须先把在工件中的砂泥等杂质清除掉,免得杂质嵌进拖板滑动面,加剧导软磨损或“咬坏”导轨。
数控车床在装夹及校正一些尺寸校大、形状复杂而装夹面积又较小的工件时,应预先在工件下面的机床床面上安放一块木制的床盖板,同时用压板或活络顶针顶住工件,防止它掉下来砸坏机床,如发现工件的位置不正确或歪斜,切忌用力敲击,以免影响机床主轴的精度,必须先将夹爪、压板或顶针略微松开,再进行有步骤的校正。

 客服1
客服1  客服2
客服2