 公司简介
公司简介 企业文化
企业文化 荣誉资质
荣誉资质 企业装备
企业装备 重型卧式车床系列
重型卧式车床系列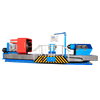 轧辊车床系列
轧辊车床系列 大型卧式车床系列
大型卧式车床系列 数控端面车床系列
数控端面车床系列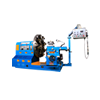 大型落地车床系列
大型落地车床系列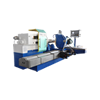 车铣磨组合机床系列
车铣磨组合机床系列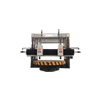 立式车床系列
立式车床系列 龙门铣床系列
龙门铣床系列 公司新闻
公司新闻 行业动态
行业动态 常见问题
常见问题

 欧洲
欧洲 南美洲
南美洲 北美洲
北美洲 中东
中东 东南亚
东南亚 东亚
东亚走刀路线是指刀具在整个加工工序中相对工件的运动轨迹,它不但包括了工步的内容,也反映出工序的顺序。走刀路线也是编程的主要依据之一。因此,在确定走到路线时最好画一张工序简图,将已经拟订出的走刀路线画上去(包括进、退刀路线),这样可方便编程、工序顺序是指同一道工序中各个表面加工的先后次序。它对零件的加工质量、加工效率和数控加工中的走刀路线有直接影响,应根据零件的结构特点和工序的加工要求等合理安排。工步的划分与安排一般可随走刀路线来进行,在确定走刀路线时,主要注意以下几点;
①对点位加工的数控机床如钻床,铣床,要考虑尽可能缩短走刀路线,以减少空程时间,提高加工效率。
②为了保证工件轮廓表面加工后的粗糙度要求,最终轮廓应由最后一次走刀连续加工。
③刀具的进退刀路线必须认真考虑,要尽量避免在轮廓处停刀或垂直切入、切出工件,以免留下刀痕(切削力发生突然变化而造成弹性变形)。在车削和铣铣零件时,应尽量避免如图所示的径向切入或切出,而应按图所示的切向切入或切出,这样加工后的表面粗糙度较小。
④铣削轮廓的加工路线要合理选择,一般采用如图所示的三种走刀方式。图为z字形双方向走刀方式,图为单方向走刀方式,图为环形走刀方式。在铣削封闭的凹轮廓时,刀具的切入或切出不允许外延,最好选在两面的交界处,否则会产生刀痕。为了保证表面质量,最好选择图3-10中所示的走刀路线。
⑤旋转类型零件的加工一般采用数控车床或数控磨床加工,由于车削零件的毛坯多为棒料或锻件。加工余量大且不均匀,因此,合理制订粗加工时的加工路线,对编程至关重要。

 客服1
客服1  客服2
客服2