 公司简介
公司简介 企业文化
企业文化 荣誉资质
荣誉资质 企业装备
企业装备 重型卧式车床系列
重型卧式车床系列 轧辊车床系列
轧辊车床系列 大型卧式车床系列
大型卧式车床系列 数控端面车床系列
数控端面车床系列 大型落地车床系列
大型落地车床系列 车铣磨组合机床系列
车铣磨组合机床系列 立式车床系列
立式车床系列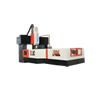 龙门铣床系列
龙门铣床系列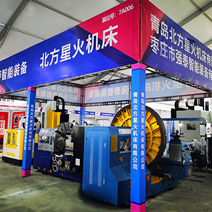 公司新闻
公司新闻 行业动态
行业动态 常见问题
常见问题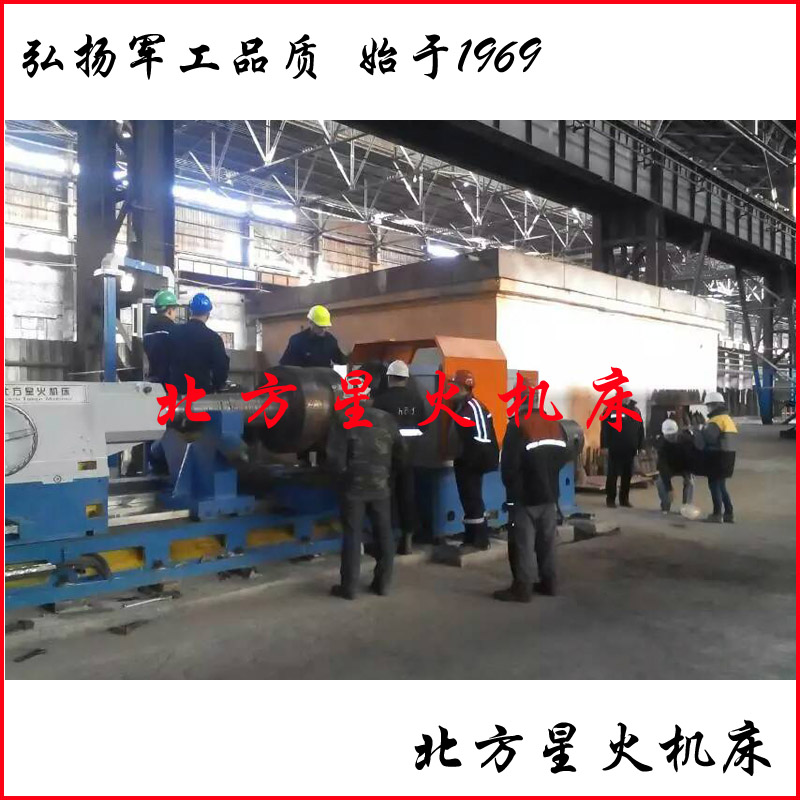

 欧洲
欧洲 南美洲
南美洲 北美洲
北美洲 中东
中东 东南亚
东南亚 东亚
东亚
超精密车削是指被车削的零件的尺寸精度为0.1~0.01μm、表面粗糙度Ra为0.01μm级的车削方法。要实现0.1μm的加工精度,最后一道工序就必须能做到切除小于0.1μm 的极微小的表面层。要去除如经抽薄的金属层,其关键是刀具刃口要锋利,即也具刃口的圆弧半径R切小一地0.1μm以下,越小,刀具越锋利,切除微薄余理就越顺利。
金刚石是超精密切削加工最适宜的刀具材料,它组强细密,硬度高(比硬擀合金硬 度高5~6倍)刚度大,其刃口可以磨得非常锋利,最小刃口圆弧半径可达0.001~0.005μm,刃口不直度小于0.1~0.01μm,可以进行超微量切削。金刚石刀具有导热性好,热膨胀系数小,刀具热变形小等优点,适用于高速切削和镜面车削,如磁盘基片的超精密车削、射镜的超精密切削等。超精超密车削主要用于铝、铜等有色金属及其合金的切削加工。由于金风石刀具析料脆,性振动,因面不适宜切削黑色金属材料。

 客服1
客服1  客服2
客服2