 公司简介
公司简介 企业文化
企业文化 荣誉资质
荣誉资质 企业装备
企业装备 重型卧式车床系列
重型卧式车床系列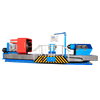 轧辊车床系列
轧辊车床系列 大型卧式车床系列
大型卧式车床系列 数控端面车床系列
数控端面车床系列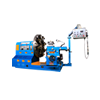 大型落地车床系列
大型落地车床系列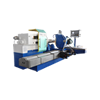 车铣磨组合机床系列
车铣磨组合机床系列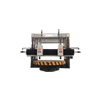 立式车床系列
立式车床系列 龙门铣床系列
龙门铣床系列 公司新闻
公司新闻 行业动态
行业动态 常见问题
常见问题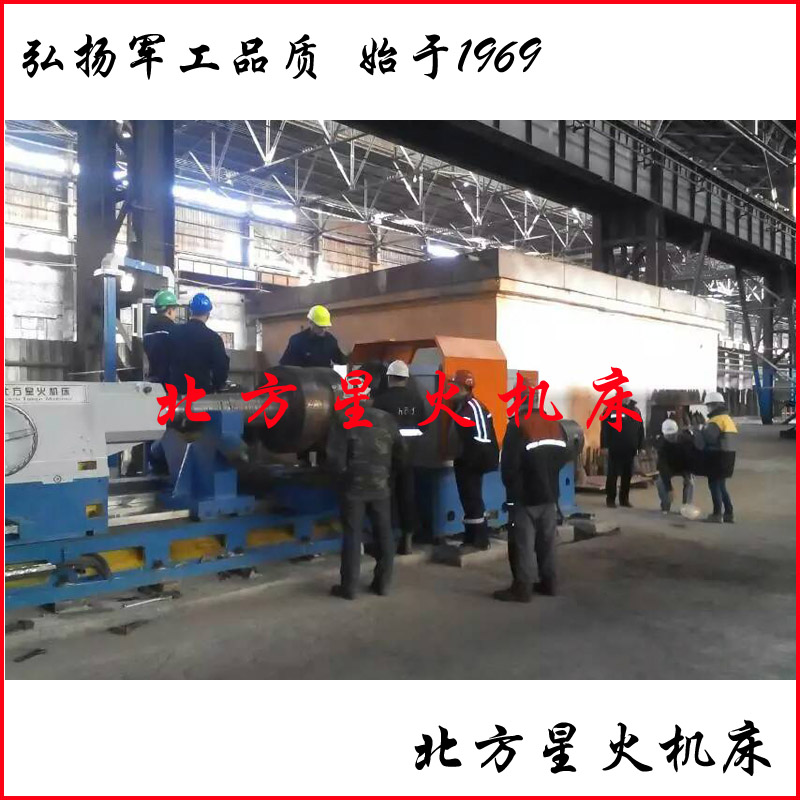

 欧洲
欧洲 南美洲
南美洲 北美洲
北美洲 中东
中东 东南亚
东南亚 东亚
东亚数控加工刀具的实现心思与控制方法见表
数控缴纳过刀具的失效形式与控制方法见表
失效形式 失效理念 失效原因 产生的影响 控制失效方法
后发哦面磨损 机械应力导致摩擦磨损
切削催行材料 2 切削塑料材料时 刀具材料硬度不足 2 吼叫偏小 切削数度偏低 进给量偏小 降低讲过尺寸精度 选用耐磨刀具材料 2 增大切削数度 3 加大进给量 4 增大后脚
刀面磨损 摩擦高温和高压大致前刀面磨损 切削塑性材料时 刀具材料硬度不足 2 切削数度过高 3 及你哥量过大 4 切削与前刀面摩擦 5 发热去域扩散 影响排泄境地主切削强度
失效形式 失效理念 失效原因 生产的影响 控制失效方法
边界磨损 主切削刃 上的边界磨损 工件材料表面硬化 2 剧场装切削 影响切削流向 导致 控制实现方法 1 降低切削数度和 降低进给量 2 先用耐磨刀具材料 3 增大前脚 寂寞 粘杜堆积在主切削刃旁的前刀 面上的公交安材料的为例 1中暑切削 2 切削热 3 公交安材料速行太大 降低表面质量降低尺寸精度 1 硬质合金刀具选用高的切娴熟度 2 高数刚刀 选用高低的切削数度 3 改善弓箭的材料的切削加工性能 4 选用亲和力小的图层硬质合金和陶瓷刀具材料 5 使用合适的冷却液 刃口剥落 切削刃上出现小缺口 排泄 补偿所致 降低加工国标码治疗 降低尺寸精度 去选用强度高的刀具材料 2改善刀具几盒角度 崩刃 切削刃大片 1 切削应力过大 2 刃口 强度不足 3 刀具材料强度与性不足 切削不能进行 1 选用强度和型高的刀具材料 2 降低切削负荷 3 适当减小前 后角 热烈纹 由 切削热不均匀所致 进给量过大 降低公家你就爱工表面 .

 客服1
客服1  客服2
客服2