 公司简介
公司简介 企业文化
企业文化 荣誉资质
荣誉资质 企业装备
企业装备 重型卧式车床系列
重型卧式车床系列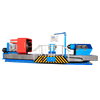 轧辊车床系列
轧辊车床系列 大型卧式车床系列
大型卧式车床系列 数控端面车床系列
数控端面车床系列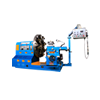 大型落地车床系列
大型落地车床系列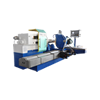 车铣磨组合机床系列
车铣磨组合机床系列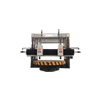 立式车床系列
立式车床系列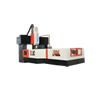 龙门铣床系列
龙门铣床系列 公司新闻
公司新闻 行业动态
行业动态 常见问题
常见问题

 欧洲
欧洲 南美洲
南美洲 北美洲
北美洲 中东
中东 东南亚
东南亚 东亚
东亚这样,将工件零点在机床坐标系中的位置数据,存入零点偏置存储器,比如说g54中,则当程序度到g54时,机床就会按此工件零点运行,图4.5为零点偏置的设置界面。工件坐标系零点的测定通常要进行x、y轴的零点偏置值测定和z轴的零点偏置测定。
(1)x、y轴的零点偏置值测定
板类、箱体类工件坐标系x、y轴的零点一般选在重要孔的中心。在测定如图4.6g54
零点时,可使用两种方法。
1)工件坐标系的直接测定当孔已经预加工过时,使用卡在主轴上的杠杆表,通过电收轮调整x、y轴的位置,摇到孔中心。此时crt上显示的机床坐标系的x、y坐标,即是所求的偏置值。如图4.6所示,主轴移动到g54欲设零点时,crt上显示机床坐标系位置为;“x-400.000;y600.000”,此时,,打开g54的零点偏置,移动光标,将数值“-400”“-600”分别输入到x和y轴的位置。
2)工件坐标系的间接测定当购买架子牛侧面是基准面且又严格的相关尺寸公差要求时,需要进行间接测定。当机床没有配备测量系统时,凸4.6工件坐标系x、y值的直接测定可采用下例方法进行操作,如图4.7所示。
①x轴测量
移动主轴使主轴上的检棒向基准面a靠拢,检帮与基准之间,可以塞量快。当主轴移动定位后,x轴在机场坐标系中显示当前位置使70.000,量块的
厚度是80mm,孔中心距基准面a的尺寸是350mm,孔中心位置在基准面a的左侧,则孔中心在机床坐标系中的x轴的坐标值应为;
则g54x轴偏置值为-400.
②y轴测量
当主轴移动定位后,y轴在机床坐标系中显示当前位置使-240.000,孔中心距基准面b的尺寸是320mm,孔中心位置在基准面b的下面,孔中心在机床坐标系中的y轴坐标值应为;70-40-80-350=-400则g54x轴偏置值为-400.
②y轴测量
当主轴移动定位后,y轴在机床坐标系中显示当前位置是-240.000,孔中心距基准面b的尺寸是320mm,孔中心位置在基准面b的下面,孔中心在机床坐标系中的y轴坐标值应为;-240-40-320=600
则g54y轴偏置为-600.
②z轴的零点偏置值测定一般,以主轴端面为基准设定z轴的零偏置。如图4.8所示,若要把工件的上平面设置为z0,当主轴移动定位后,z轴在机床坐标系中显示当前位置是-420.000,量块的厚度是80mm,零件上平面的z轴坐标值为;-420-80=-500则g54z轴偏置值为-500.000。

 客服1
客服1  客服2
客服2