 公司简介
公司简介 企业文化
企业文化 荣誉资质
荣誉资质 企业装备
企业装备 重型卧式车床系列
重型卧式车床系列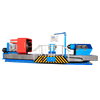 轧辊车床系列
轧辊车床系列 大型卧式车床系列
大型卧式车床系列 数控端面车床系列
数控端面车床系列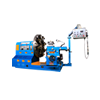 大型落地车床系列
大型落地车床系列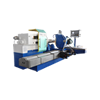 车铣磨组合机床系列
车铣磨组合机床系列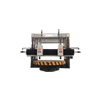 立式车床系列
立式车床系列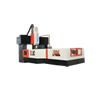 龙门铣床系列
龙门铣床系列 公司新闻
公司新闻 行业动态
行业动态 常见问题
常见问题

 欧洲
欧洲 南美洲
南美洲 北美洲
北美洲 中东
中东 东南亚
东南亚 东亚
东亚热处理可以用来提高材料的力学性能,改善工件材料的加工性能,以及消除工件的内应力。在工艺过程中,要适当安排一些热处理工序。热处理工序安排主要是根据工件的材料和热处理的目的来进行。
(1)退火、正火
其目的是改善材料的切削性能和消除毛坯制造时的残余应力。改善组织。其工序位置多在机械加工之前。
(2)消除残余应力热处理
由于毛坯在制造和机械加工过程中产生的内应力,会引起工件变形,影响加工质量,因此,要安排消除残余应力热处理。消除残余应力热处理最好安排在粗加工之后、精加工之前。对精度要求不高的零件,一般将消除残余应力的人工时效和退火安排在毛坯进入机加工车间之前进行。对精度要求较高的复杂铸件,在机加工过程中通常安排两次时效处理:铸造一粗加工一时效一半精加工一时效一精加工。对高精度零件(如精密丝杠、精密主轴等),应安排多次消除残余应力热处理,甚至采用冰冷处理,以稳定尺寸。
(3)最终热处理
其目的是提高零件的强度、表面硬度和耐磨性,常安排在精加工工序(肺削加工)之前。常用的有淬火、渗碳、渗氮和碳氮共渗等。

 客服1
客服1  客服2
客服2